上海大口径扩孔钻头供应商 真诚推荐 椒江建设工程机械厂供应
- ¥0.000
- 更新 2025-04-28
- 地区 浙江椒江区浙江省台州市台州湾新区三甲街道滨华路399号1幢(自主申报)
- 联系 胡小丹 13566870732
- 台州市椒江建设工程机械厂进入店铺 >>
信息介绍 / Information introduction
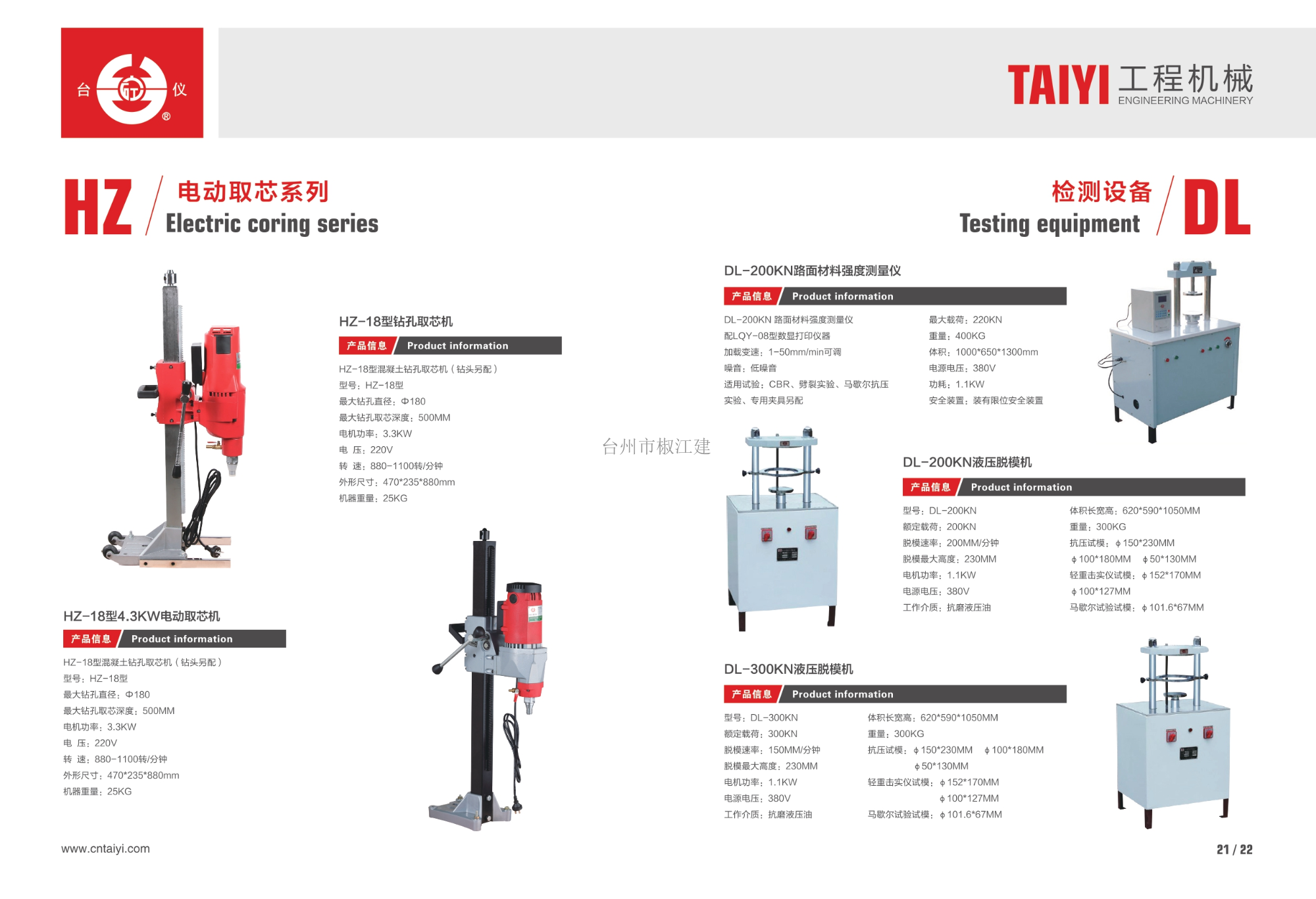
在钻井过程中钻头是破碎岩石的主要工具,井眼是由钻头破碎岩石而形成的。一个井眼形成得好坏,所用时间的长短,除与所钻地层岩石的特性和钻头本身的性能有关外,更与钻头和地层之间的相互匹配程度有关。钻头的合理选型对提高钻进速度、降低钻井综合成本起着重要作用。钻头是进行石油钻井工作的重要工具之一,钻头是否适应岩石性质及其质量的好坏,在选用钻井工艺方面起着非常重要的作用,特别是对钻井质量、钻探速度、钻井成本方面产生着巨大的影响,PDC钻头是当今石油和天然气勘探开发行业普遍使用的一种破岩工具,它有效地提高了机械钻具,缩短了钻井周期。购买电锤钻头,就选台州市椒江建设工程机械厂,有需求可以来电咨询!上海大口径扩孔钻头供应商

前角对切削力的影响:前角的变化会影响切屑材料的变形程度,从而使切削力发生变化!切屑变形越大,切削力越大;切屑变形越小,切削力越小!当前角在0°~15°范围内变化时,切削力修正系数的变化范围为1.18~1!前角对钻头耐用度的影响:增大钻头前角时,会使刀尖强度和散热体积减小,同时会影响刀尖受力情况!当前角为正值时,刀尖受拉应力;当前角为负值时,刀尖受压应力!如选用的前角过大,虽可增加钻头锋利度,减小切削力,但刀尖所受拉应力较大,刀尖强度降低,容易折断!在切削试验中许多钻头均因前角过大而损坏!但是,由于被加工材料硬度和强度较高,加之便携式钻机的主轴及整机刚性较低,如选用的前角过小,钻孔时切削力的增大会使主轴产生振动,加工表面出现明显振纹,钻头耐用度也会降低!河北凿岩钻头批发厂家台州市椒江建设工程机械厂是一家专业生产销售钻头,有想法可以来我司咨询!
群钻再外直刃上刃磨出月牙槽,从而使分屑更细,排屑更流畅!钻孔时产生的环行筋,有利于钻头定心,保证钻孔“光”和“圆”!其钻矩降低30%左右,所以它可以用较大的进给量钻孔!外刃锋角135°,内刃锋角120°,钻尖高0.06d,使它同时具备优良的钻薄板性能!由于切削阻力小,定心准、稳,所以特别适合在手电钻上使用!麻花钻对于机械加工来说,它是一种常用的钻孔工具!结构虽然简单,但要把它真正刃磨好,也不是一件轻松的事!关键在于掌握好刃磨的方法和技巧,方法掌握了,问题就会迎刃而解!我这里介绍一下对麻花钻的手工刃磨技巧!麻花钻的顶角一般是118°,也可把它当作120°来看待!
钻头轴线要与砂轮面斜出60°的角度。这个角度就是钻头的锋角,此时的角度不对,将直接影响钻头顶角的大小及主切削刃的形状和横刃斜角。这里是指钻头轴心线与砂轮表面之间的位置关系,取60°就行,这个角度一般比较能看得准。这里要注意钻头刃磨前相对的水平位置和角度位置,二者要统筹兼顾,不要为了摆平刃口而忽略了摆好度角,或为了摆好角度而忽略了摆平刃口。由刃口往后磨后面。刃口接触砂轮后,要从主切削刃往后面磨,也就是从钻头的刃口先开始接触砂轮,而后沿着整个后刀面缓慢往下磨。钻头切入时可轻轻接触砂轮,先进行较少量的刃磨,并注意观察火花的均匀性,及时调整手上压力大小,还要注意钻头的冷却,不能让其磨过火,造成刃口变色,而至刃口退火。发现刃口温度高时,要及时将钻头冷却。台州市椒江建设工程机械厂是一生产销售钻头,欢迎您的来电哦!
增大后角可减小后刀面与切削材料间的摩擦,减小已加工表面的挤压变形。但如后角过大,则会降低刀刃强度和散热能力。后角的大小直接影响钻头耐用度。在钻孔过程中,钻头的主要磨损形式为机械擦伤和相变磨损。考虑机械擦伤磨损,当切削寿命一定时,后角越大,可用切削时间越长;考虑相变磨损,后角增大会使钻头散热能力降低。钻头磨损后,随着后刀面磨损带的逐渐加宽,切削功率逐渐加大,摩擦产生的热量会逐渐增加,使钻头温度升高,当温度升高到钻头相变温度后,钻头将出现快速磨损。购买加长钻头设备,就选台州市椒江建设工程机械厂,让您满意,欢迎您的来电!椒江冲击钻头怎么选
台州市椒江建设工程机械厂为您供应钻头,有想法的可以来电咨询!上海大口径扩孔钻头供应商
钻头轴线要与砂轮面斜出60°的角度!这个角度就是钻头的锋角,此时的角度不对,将直接影响钻头顶角的大小及主切削刃的形状和横刃斜角!这里是指钻头轴心线与砂轮表面之间的位置关系,取60°就行,这个角度一般比较能看得准!这里要注意钻头刃磨前相对的水平位置和角度位置,二者要统筹兼顾,不要为了摆平刃口而忽略了摆好度角,或为了摆好角度而忽略了摆平刃口!由刃口往后磨后面!刃口接触砂轮后,要从主切削刃往后面磨,也就是从钻头的刃口先开始接触砂轮,而后沿着整个后刀面缓慢往下磨!钻头切入时可轻轻接触砂轮,先进行较少量的刃磨,并注意观察火花的均匀性,及时调整手上压力大小,还要注意钻头的冷却,不能让其磨过火,造成刃口变色,而至刃口退火!发现刃口温度高时,要及时将钻头冷却!上海大口径扩孔钻头供应商
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。